Our Products
Comprehensive industrial automation solutions for global industries
Contact us
If you are interested in our products and want to know more details,please Contact us,we will reply you as soon as we can.


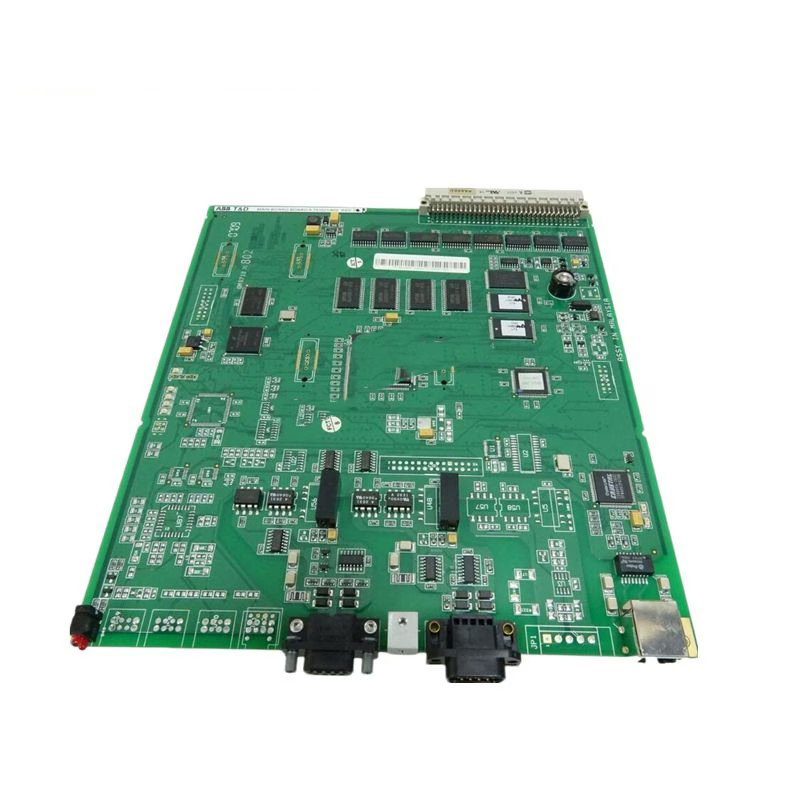






ABB EI813F Analog Input Module
Manufacturer:ABB
Product Number:ABB EI813F
Payment Methods:T/T, PayPal, Western Union
Condition:New & In Stock
Warranty:1 Year
Lead Time:1-3 Working Days
Certificate:COO
Courier partners:DHL, UPS, TNT, FedEx and EMS.
Business hours:7*24
Product Description
The ABB EI813F is a high-precision analog input module designed for industrial automation systems, serving as a critical component of ABB’s AC 800M distributed control system (DCS). Engineered to convert continuous physical signals from sensors and transmitters into digital data for processing, the ABB EI813F belongs to the S800 I/O series, a platform renowned for its reliability and scalability in harsh industrial environments. This module is specifically designed to handle analog inputs such as voltage (0–10 V), current (4–20 mA), and resistance temperature detector (RTD) signals, making it indispensable for applications requiring precise measurement and monitoring of process variables like temperature, pressure, and flow rate.
Featuring a modular design, the ABB EI813F supports up to [8/16] isolated input channels (depending on the variant), each equipped with advanced signal conditioning and noise suppression capabilities. Its core functions include high-resolution analog-to-digital conversion (16-bit accuracy), linearization of non-linear signals, and real-time diagnostics for fault detection, such as open circuit or over-range conditions. Positioned as a robust solution for process industries, the module enhances system accuracy by minimizing signal distortion and ensuring reliable data transmission to the controller. By integrating seamlessly with ABB’s Control Builder software, the EI813F simplifies configuration and calibration, reducing engineering time and improving overall system efficiency.
Technical Specifications
| Parameter Name | Parameter Value |
|---|---|
| Product Model | EI813F |
| Manufacturer | ABB |
| Product Type | Analog Input Module (AI) |
| Channel Count | 8 channels (configurable per channel) |
| Signal Types | 4–20 mA, 0–10 V, RTD (Pt100, Ni1000), TC (J/K/T types) |
| Resolution | 16-bit (±0.1% FS accuracy) |
| Input Impedance | ≥100 kΩ (voltage), ≤250 Ω (current) |
| Sampling Rate | 50 ms/channel |
| Communication Interface | Profibus DP, Ethernet/IP (via AC 800M) |
| Power Supply | 24 V DC (from backplane) |
| Operating Temperature | -40°C to +70°C |
| Dimensions (W×H×D) | 45 mm × 100 mm × 110 mm |
| Mounting Method | DIN rail (TS 35) |
| Certification | CE, UL, IEC 61131-2 compliant |
Main Features and Advantages
The ABB EI813F distinguishes itself through its advanced signal processing capabilities and industrial-grade durability. Its 16-bit resolution ensures precise conversion of analog signals, critical for applications requiring tight control tolerances, such as pharmaceutical dosing or semiconductor manufacturing. The module’s isolated channels protect against ground loops and voltage spikes, ensuring data integrity even in high-electromagnetic-interference (EMI) environments, such as steel mills or chemical plants.
A key advantage is the EI813F’s hot-swappable design, which allows module replacement without powering down the system, minimizing downtime during maintenance. The built-in LED indicators provide real-time status updates for each channel (e.g., signal presence, fault conditions), simplifying troubleshooting. The module’s compatibility with multiple signal types eliminates the need for dedicated modules, reducing hardware complexity and panel space requirements.
The EI813F also integrates seamlessly with ABB’s AC 800M controllers, enabling centralized management of configuration, calibration, and diagnostics via Control Builder software. This compatibility streamlines system commissioning and ensures consistent performance across multiple modules. The module’s rugged construction, with reinforced connectors and conformal coating, withstands vibration, moisture, and extreme temperatures, making it suitable for both indoor and outdoor installations.
Application Field
The ABB EI813F is widely deployed in industries where precise analog signal acquisition is essential. In chemical processing, it measures pH levels, reactor temperatures, and pressure differentials, enabling real-time adjustment of process parameters to ensure product quality and safety. For power generation, the module monitors steam turbine temperatures, fuel flow rates, and generator voltages in power plants, supporting efficient load balancing and predictive maintenance.
In food and beverage manufacturing, the EI813F interfaces with temperature and humidity sensors in sterilization chambers and storage facilities, ensuring compliance with hygiene standards and preventing product spoilage. It also excels in water treatment plants, where it measures chlorine levels, flow rates, and turbidity, enabling precise control of chemical dosing and filtration systems.
By addressing the challenges of signal accuracy, noise immunity, and maintainability, the module helps customers achieve higher process reliability, reduce measurement errors, and comply with industry regulations. Its versatility across signal types and protocols makes it a flexible choice for both greenfield projects and retrofits of legacy systems.
Installation and Maintenance
Pre-installation preparation: Mount the ABB EI813F on a DIN rail in a grounded control panel, ensuring adequate ventilation and separation from high-power cables. Connect field sensors to the module’s terminal blocks using shielded wiring, following the polarity and signal type specified in the manual. Use Control Builder to configure each channel’s signal type, scaling factors, and alarm thresholds, and assign input addresses within the controller’s I/O map.
Maintenance recommendations: Regularly inspect the module’s LED indicators to verify proper signal reception and power status. Use Control Builder to monitor channel diagnostics, such as signal drift or noise levels, and recalibrate sensors as needed. Clean the module’s ventilation slots with compressed air to prevent dust accumulation, and ensure the operating temperature remains within specified limits. In the event of a fault, replace the module using hot-swappable procedures, ensuring the replacement unit is configured with identical parameters to maintain process continuity.
Product Guarantee
ABB stands behind the EI813F with a comprehensive quality assurance program, including rigorous testing for accuracy, EMC compliance, and environmental resilience. The module is backed by a standard [X-year] warranty, covering defects in materials and workmanship. ABB’s global technical support team provides 24/7 assistance for configuration, troubleshooting, and replacement services, ensuring minimal disruption to operations. Customers can access firmware updates and detailed documentation via ABB’s online platforms, reinforcing the company’s commitment to delivering reliable, high-performance industrial automation components. With a focus on precision and durability, the EI813F remains a trusted choice for analog signal acquisition in critical industrial applications.
 Loading comments...
Loading comments...
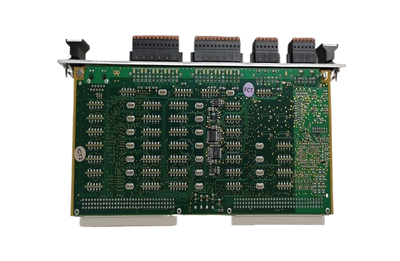


ABB EI813F Analog Input Module
Manufacturer:ABB
Product Number:ABB EI813F
Payment Methods:T/T, PayPal, Western Union
Condition:New & In Stock
Warranty:1 Year
Lead Time:1-3 Working Days
Certificate:COO
Courier partners:DHL, UPS, TNT, FedEx and EMS.
Business hours:7*24
Product Description
The ABB EI813F is a high-precision analog input module designed for industrial automation systems, serving as a critical component of ABB’s AC 800M distributed control system (DCS). Engineered to convert continuous physical signals from sensors and transmitters into digital data for processing, the ABB EI813F belongs to the S800 I/O series, a platform renowned for its reliability and scalability in harsh industrial environments. This module is specifically designed to handle analog inputs such as voltage (0–10 V), current (4–20 mA), and resistance temperature detector (RTD) signals, making it indispensable for applications requiring precise measurement and monitoring of process variables like temperature, pressure, and flow rate.
Featuring a modular design, the ABB EI813F supports up to [8/16] isolated input channels (depending on the variant), each equipped with advanced signal conditioning and noise suppression capabilities. Its core functions include high-resolution analog-to-digital conversion (16-bit accuracy), linearization of non-linear signals, and real-time diagnostics for fault detection, such as open circuit or over-range conditions. Positioned as a robust solution for process industries, the module enhances system accuracy by minimizing signal distortion and ensuring reliable data transmission to the controller. By integrating seamlessly with ABB’s Control Builder software, the EI813F simplifies configuration and calibration, reducing engineering time and improving overall system efficiency.
Technical Specifications
| Parameter Name | Parameter Value |
|---|---|
| Product Model | EI813F |
| Manufacturer | ABB |
| Product Type | Analog Input Module (AI) |
| Channel Count | 8 channels (configurable per channel) |
| Signal Types | 4–20 mA, 0–10 V, RTD (Pt100, Ni1000), TC (J/K/T types) |
| Resolution | 16-bit (±0.1% FS accuracy) |
| Input Impedance | ≥100 kΩ (voltage), ≤250 Ω (current) |
| Sampling Rate | 50 ms/channel |
| Communication Interface | Profibus DP, Ethernet/IP (via AC 800M) |
| Power Supply | 24 V DC (from backplane) |
| Operating Temperature | -40°C to +70°C |
| Dimensions (W×H×D) | 45 mm × 100 mm × 110 mm |
| Mounting Method | DIN rail (TS 35) |
| Certification | CE, UL, IEC 61131-2 compliant |
Main Features and Advantages
The ABB EI813F distinguishes itself through its advanced signal processing capabilities and industrial-grade durability. Its 16-bit resolution ensures precise conversion of analog signals, critical for applications requiring tight control tolerances, such as pharmaceutical dosing or semiconductor manufacturing. The module’s isolated channels protect against ground loops and voltage spikes, ensuring data integrity even in high-electromagnetic-interference (EMI) environments, such as steel mills or chemical plants.
A key advantage is the EI813F’s hot-swappable design, which allows module replacement without powering down the system, minimizing downtime during maintenance. The built-in LED indicators provide real-time status updates for each channel (e.g., signal presence, fault conditions), simplifying troubleshooting. The module’s compatibility with multiple signal types eliminates the need for dedicated modules, reducing hardware complexity and panel space requirements.
The EI813F also integrates seamlessly with ABB’s AC 800M controllers, enabling centralized management of configuration, calibration, and diagnostics via Control Builder software. This compatibility streamlines system commissioning and ensures consistent performance across multiple modules. The module’s rugged construction, with reinforced connectors and conformal coating, withstands vibration, moisture, and extreme temperatures, making it suitable for both indoor and outdoor installations.
Application Field
The ABB EI813F is widely deployed in industries where precise analog signal acquisition is essential. In chemical processing, it measures pH levels, reactor temperatures, and pressure differentials, enabling real-time adjustment of process parameters to ensure product quality and safety. For power generation, the module monitors steam turbine temperatures, fuel flow rates, and generator voltages in power plants, supporting efficient load balancing and predictive maintenance.
In food and beverage manufacturing, the EI813F interfaces with temperature and humidity sensors in sterilization chambers and storage facilities, ensuring compliance with hygiene standards and preventing product spoilage. It also excels in water treatment plants, where it measures chlorine levels, flow rates, and turbidity, enabling precise control of chemical dosing and filtration systems.
By addressing the challenges of signal accuracy, noise immunity, and maintainability, the module helps customers achieve higher process reliability, reduce measurement errors, and comply with industry regulations. Its versatility across signal types and protocols makes it a flexible choice for both greenfield projects and retrofits of legacy systems.
Installation and Maintenance
Pre-installation preparation: Mount the ABB EI813F on a DIN rail in a grounded control panel, ensuring adequate ventilation and separation from high-power cables. Connect field sensors to the module’s terminal blocks using shielded wiring, following the polarity and signal type specified in the manual. Use Control Builder to configure each channel’s signal type, scaling factors, and alarm thresholds, and assign input addresses within the controller’s I/O map.
Maintenance recommendations: Regularly inspect the module’s LED indicators to verify proper signal reception and power status. Use Control Builder to monitor channel diagnostics, such as signal drift or noise levels, and recalibrate sensors as needed. Clean the module’s ventilation slots with compressed air to prevent dust accumulation, and ensure the operating temperature remains within specified limits. In the event of a fault, replace the module using hot-swappable procedures, ensuring the replacement unit is configured with identical parameters to maintain process continuity.
Product Guarantee
ABB stands behind the EI813F with a comprehensive quality assurance program, including rigorous testing for accuracy, EMC compliance, and environmental resilience. The module is backed by a standard [X-year] warranty, covering defects in materials and workmanship. ABB’s global technical support team provides 24/7 assistance for configuration, troubleshooting, and replacement services, ensuring minimal disruption to operations. Customers can access firmware updates and detailed documentation via ABB’s online platforms, reinforcing the company’s commitment to delivering reliable, high-performance industrial automation components. With a focus on precision and durability, the EI813F remains a trusted choice for analog signal acquisition in critical industrial applications.



Need a Custom Automation Solution?
Our team of experts can design and implement a tailored automation system to meet your specific requirements.